|
Сборка жгутов для межплатных соединений методом обжима
Несмотря на разнообразие типов соединителей, их можно условно разбить на три большие группы, которые отличаются способом присоединения проводов (если, конечно, в данном соединении вообще используется провод) к контакту соединителя, а именно: обжим, прорезание или прокалывание изоляции и пайка. Существуют и другие способы, но они применяются достаточно редко.
Наиболее распространенными способами при монтаже РЭА как бытового, так и промышленного назначения являются обжим и пайка. И хотя с технологией обжима знакомы в той или иной степени все или почти все, хотелось бы акцентировать внимание на некоторых моментах, которые позволяют получить качественные жгуты с использованием этой технологии.
Рис. 1. Обжим контакта на проводе (В-тип)
Существует около десятка типов обжима контакта на проводе, которые отличаются друг от друга формой сечения обжатой области контакта. При монтаже РЭА обычно используется В-тип обжима или В-кримп (от английского «crimp»). Обратимся к рис.1 и 2, чтобы не осталось сомнений, о чем идет речь.
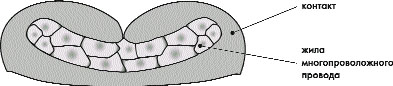
Рис. 2. Сечение области обжима контакта (В-тип)
Итак, с чего начать, если возникла необходимость сборки жгутов с использованием обжимной технологии? Во-первых, надо выяснить, какой провод может быть использован с данным контактом. Производители контактов оговаривают обычно два параметра применяемого провода для конкретного типа контакта: сечение жилы (например, от 0,12 до
0,33 мм2) и внешний диаметр провода (например, от 0,9 до 1,9 мм).
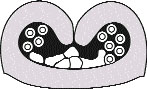
Рис. 3. Сечение провода слишком мало
Несоблюдение этих условий (рис. 3 и 4) чревато неприятными последствиями, например окислением проволок провода в области обжима и/или непрочным соединением провода и контакта. Понятно, что в этом случае можно забыть об электрических и механических параметрах соединителя, обещанных производителем.

Рис. 4. Сечение провода слишком велико
Кстати говоря, получить информацию о параметрах наиболее распространенных марок проводов не составляет труда — она опубликована во многих источниках.
Второе — это инструмент. Для того чтобы обеспечить надлежащую прочность механического соединения и необходимые электрические параметры, обжим должен осуществляться, во-первых, рабочими поверхностями, которые обеспечивают правильную форму кримпа, а во-вторых, с определенным усилием. Поскольку форма и размеры контактов разрабатываются разными производителями для разных соединителей, то и инструмент для каждого контакта необходим свой и не бывает универсального инструмента. Любой уважающий себя производитель производит также и инструмент для своих контактов: для ручного метода, полуавтоматические прессы, полностью автоматические машины.
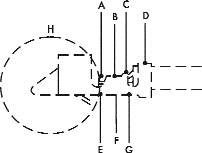
Рис. 5. Области для визуального контроля качества
Итак, провод подобран, инструмент найден, первый контакт обжат на проводе в соответствии с тщательно изученной инструкцией. Куда смотреть дальше, что измерять, чтобы убедиться, что цель — качественный кримп — достигнута?
Визуальный контроль качества (рис. 5):
A — жилы провода должны выступать из-под обжатой области, но не более чем на длину, рекомендованную производителем для данного типа контакта;
B — жила должна быть обжата полностью (все проволоки находятся внутри области В);
C — должна остаться недеформированная часть;
D — не должно быть сильной деформации;
E — контакт не должен быть отогнут;
F — не должно быть видимых заусенцев;
G — изоляция не должна попасть в область, предназначенную для жилы провода;
H — непосредственно контакт не должен иметь деформаций.
Необходимость требований, перечисленных в этих пунктах, очевидна, за исключением, может быть, пункта С — если недеформированная часть в области С отсутствует, то высока вероятность того, что рабочие поверхности инструмента воздействовали непосредственно на жилу провода и деформировали и/или оборвали несколько проволок жилы, т. к. усилие при обжиме составляет до 2 т. Кроме визуального контроля, для определения качества применяется измерение высоты кримпа на жиле провода и на изоляции (рис. 6).
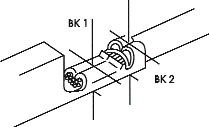
Рис. 6. Размеры, контролируемые при оценке качества
Высота обжима ВК1 и ВК2 рекомендуются производителем для конкретного типа контактов и конкретных параметров провода. Например, для контактов SEH-001T-P0.6 фирмы JST и провода сечением 0,2 мм2 и диаметром изоляции 1,43 мм, ВК1 = 0,7 0,05 мм и ВК2 = 1,8 0,1 мм.
Рассмотрим экономический аспект использования технологии обжима при производстве жгутов. Технология обжима была создана для того, чтобы заменить пайку, которая и сейчас довольно широко применяется на российских предприятиях для сборки жгутов, контакты в которых предназначены для обжима.
Причины очевидны. Прежде всего, это дешевизна рабочей силы и главного инструмента — паяльника — по сравнению со стоимостью хотя бы ручного инструмента для обжима. Однако эта очевидность мешает проанализировать реальную ситуацию.
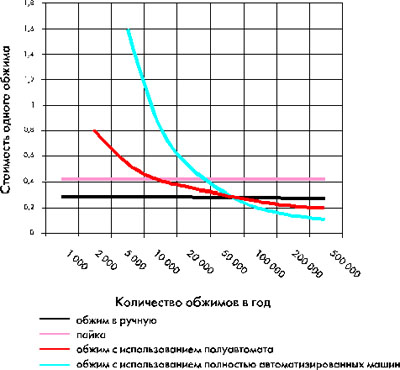
Рис. 7. Стоимость обжима при использовании различных технологий
Обратимся к диаграмме (рис. 7),
составленной немцами, издавна славившимися своей экономностью, чтобы не сказать скупостью.
Не стоит обращать внимание на абсолютные величины, поскольку они будут не такими для российского рынка, но все зависимости сохраняются. Диаграмма не требует комментариев, стоит только пояснить, что экономия при использовании метода обжима вместо пайки достигается, во-первых, за счет увеличения производительности труда, а во-вторых, благодаря практически 100 % воспроизводимости качества соединения при обжиме, в то время как качество пайки в большой степени зависит от искусства монтажника.
Какой же вывод можно сделать из вышесказанного? Для компаний-производителей одноразовой продукции, которая служит не больше года и после поломки просто выкидывается, наверное, нет смысла задумываться над этим. Если же компания предпочитает не иметь проблем с качеством выпускаемой продукции и не нести расходы по ее гарантийному ремонту, то существует как минимум два варианта. Во-первых, необходимо использовать инструмент, предварительно сведя до минимума количество разных соединителей в изделиях до 2–3 типов (в большинстве случаев это реально) с целью минимизировать расходы на правильный инструмент или оборудование. А во-вторых, можно пойти путем, который давно и с успехом используется зарубежными фирмами, независимо от их размера. А именно — заказать готовые жгуты в фирме, специализирующейся на их производстве, имеющей надлежащее оборудование и квалифицированных специалистов, которые с удовольствием избавят вас от забот, какой провод взять и где и как соединить его с контактом. Конечно, это не бесплатно, но посчитайте — оно того стоит.
Олег Антонов
jst@asvt.ru
|